OEM 2/3/4 فلوٽس بال نڪ جي آخر ملز سڌي سنڪ سان



4 Flutes Ball Nose End mills with Straight Shank
1. بال جي ڪنڊ جو مرڪز ڊيزائن جيڪو اعلي طاقت ۽ تيز ڪنڊ کي گڏ ڪري ٿو، ڪٽڻ جي پروسيسنگ دوران ٺاهيل چپس کي صحيح طور تي سنڀالي سگھي ٿو.
2. ملنگ Cr12 (36HRC) ۾ اعلي ڪارڪردگي چار ڪنڊ بال اينڊ ملنگ ڪٽر جي درخواست جي صورتحال
درخواست
2/4 ايج سڌي سنڪ بال اينڊ ملز پروفائيلنگ، ڪيٽي مشيننگ ۽ گولائي مشيننگ لاءِ موزون آهن.2 بانسري پروفائيل ملنگ ۽ تيز رفتار مشيننگ لاءِ وڏين ايپليڪيشنن سان مناسب آهي.اهو پروسيسنگ ڪاربان اسٽيل، مصر داتو اسٽيل، اڳواٽ ٿيل اسٽيل، quenched اسٽيل (55HRC ~ 68HRC)، اڇلائي لوهه، ۽ ductile لوهه، گڏو گڏ stainless اسٽيل، ٽائيٽل مصر مصر ۽ گرمي-مزاحمتي مصر لاء تمام موزون آهي.جيئن ته 4 بانسري لاء، اهو اعلي فيڊ جي رفتار حاصل ڪري سگهي ٿو، انهي سان گڏ اعلي ڪٽڻ جي ڪارڪردگي حاصل ڪري ٿي.اهو پروسيسنگ ڪاربان اسٽيل، مصر داتو اسٽيل، اڳواٽ ٿيل اسٽيل، quenched اسٽيل (55HRC ~ 68HRC)، اڇلائي لوهه، ۽ ductile لوهه، گڏو گڏ stainless اسٽيل، ٽائيٽل مصر مصر ۽ گرمي-مزاحمتي مصر لاء تمام موزون آهي.
وضاحتون
هتي 20 کان وڌيڪ ماڊل آهن 2 flutes ملنگ ڪٽرن مان چونڊڻ لاءِ، جڏهن ته 4 flutes ملنگ ڪٽرن جي ڏهن کان وڌيڪ وضاحتون آهن.انهن جو خام مال سڀ UK20 ۽ TAN ڪوٽنگ آهن.
QCM2F/QCM4F جي ڪٽڻ جي ماپ
QCM2F جي ڪٽڻ جي ماپ

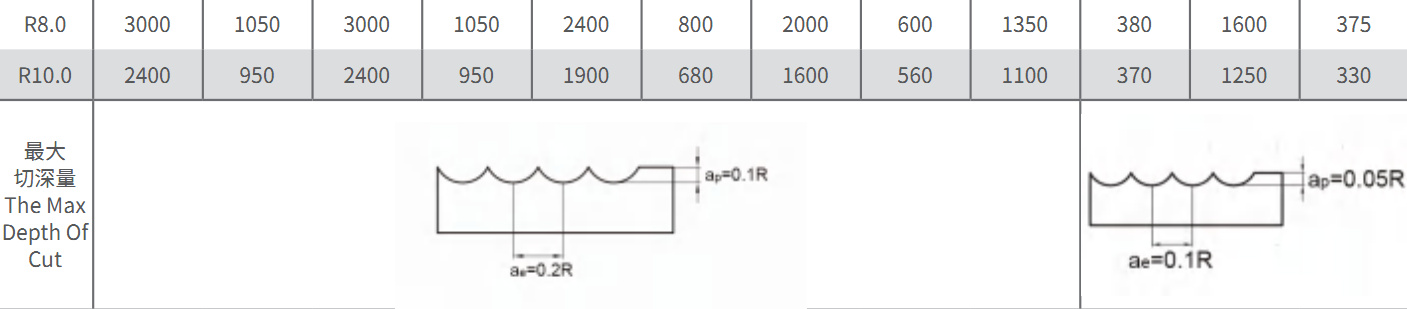
1. مھرباني ڪري اعلي سڌائي واري مشين جا اوزار ۽ اوزار ھٿن کي استعمال ڪريو.
2. مھرباني ڪري استعمال ڪريو ايئر کولنگ يا ڪٽڻ وارو سيال جيڪو دونھون پيدا ڪرڻ جو خطرو نه آھي.
3. جڏهن مشين ٽول ڪم پيس جي تنصيب جي سختي خراب آهي، کمپن ۽ غير معمولي آواز ٿي سگهي ٿي.هن وقت، مٿي ڏنل جدول ۾ رفتار ۽ فيڊ جي رفتار کي سال تي سال گھٽائڻ گهرجي.
4. ڪٽر جي معطلي جي ڊيگهه جيترو ٿي سگهي ننڍو هجڻ گهرجي.
QCM4F جي ڪٽڻ جي ماپ

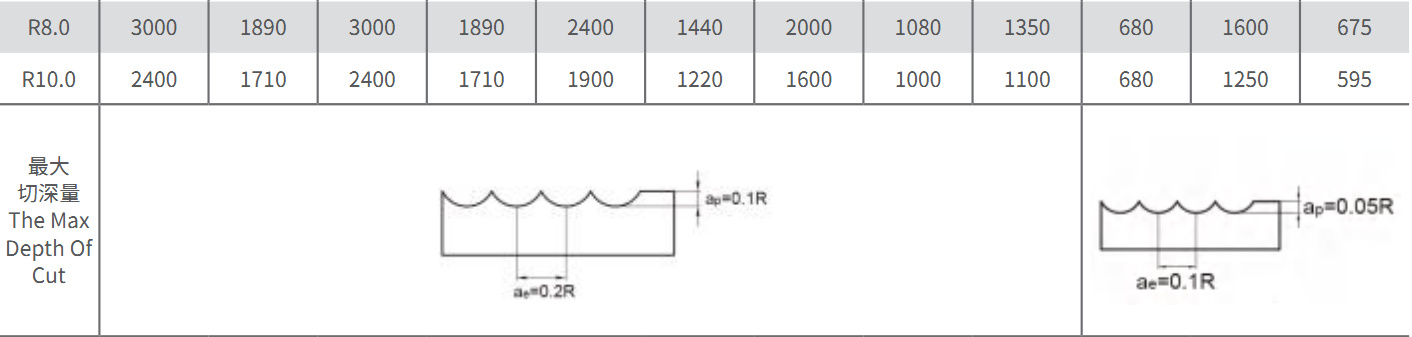
1. مھرباني ڪري اعلي سڌائي واري مشين جا اوزار ۽ اوزار ھٿن کي استعمال ڪريو.
2. مھرباني ڪري استعمال ڪريو ايئر کولنگ يا ڪٽڻ وارو سيال جيڪو دونھون پيدا ڪرڻ جو خطرو نه آھي.
3. جڏهن مشين ٽول ڪم پيس جي تنصيب جي سختي خراب آهي، کمپن ۽ غير معمولي آواز ٿي سگهي ٿي.هن وقت، مٿي ڏنل جدول ۾ رفتار ۽ فيڊ جي رفتار کي سال تي سال گھٽائڻ گهرجي.
4. ڪٽر جي معطلي جي ڊيگهه جيترو ٿي سگهي ننڍو هجڻ گهرجي.

